
服务热线: 4006250270
|
|
服务热线: 4006250270
|
 推荐产品
推荐产品
4006250270
东莞市红博机械设备有限公司
联系人:24小时服务电话:13922511557
电话:0769-87980202
电话:4006250270
传真:0769-87986585
邮箱:联系邮箱:HONG.YANG2008@163.com
地址:东莞市塘厦镇大坪上沿路4号
低压注塑-常见问题解答
1、 什么是热熔胶胶料
热熔胶是以高性能聚酰胺胶为基础,加以特殊配方的热熔粘接剂,粘接性能强,专门为电子元件的模压成型而设计。只需冷却便可固化。它的固化不会产生交叉链 接,也不会产生有毒气体。
2、 流道的废弃热熔胶可以循环利用吗?
针对那些对材料的机械和粘结性能至关重要的应用,流道的废弃胶料一般不能循环使用,因为多次使用的热熔胶料中多多少少会包含一定数量的脱模剂,它可能损害粘结性能。此外多次的再熔化会使热熔胶料的机械性能有所降低。
对非关键的应用,只需将流道水口重新放入熔胶缸,不需要再次粉碎。我们强烈建议客户应确认循环利用材料压模成型的元件是否符合最终元件的参数标准。
3、 从经济方面,热熔胶料和工程塑料相比有何优势?
热熔胶料不是用来直接取代传统的工程塑料的,如果一个组件(如连接器)可以成功用PVC注塑,则无需考虑用热熔胶来低压注塑。若PVC 注塑压力高而导致的废品率很高,则低压注塑成型可能更经济,因为它产生的废品较少。
低压注塑成型一般用来取代多步骤生产操作,如塑料外壳压模后用环氧灌封。使用热熔胶料成型通常能实现单步成型。当一个组件使用低压注塑成型时,通常无需额外的塑料外壳,模压即为外壳。
4、 对材料适当的操作方式是什么?
热熔胶料在高湿度的条件下会吸收水分,强烈建议将材料存储在金属容器或罐中。并可使用橡胶条等密封。容器材料应保持关闭,直到材料填入熔胶缸时再打开。若您使用标准的铝箔包装,请将包装密封。铝箔包装可以容易的通过电熨来密封。
5、 热熔胶料能取代哪些材料?
热熔胶料不是用来直接取代工程塑料的,但是用低压注塑的成品能在水密性,环保防尘、电气绝缘等方面得到成功应用。
6、 能否将表面有元器件的PCB板进行成型注塑?
可以,我们已成功应用于数百种不同的PCB板产品的生产上。且未损害组伯或元器件的焊点。试验表明,220℃下注塑的材料在其到达板材之前一般可降温至不到150℃。合适的成型尺寸接近名片大小。我们可以将成型的最大尺寸约为100*100MM左右。
7、 成型后的产品会否出现变形?
不会,只要遵循正常的设计准则就不会出现变形。壁厚不均衡的封装如PCB板的一侧材料厚度很厚面另一面很薄,可能会导致变形。
8、 低压注塑成型后的产品是否能保持尺寸的稳定性?
脱模后不同的材料一般会出现0.5﹪至1.0%的收缩。我们认为该数值对于大多数应用来说是可行的。
9、 最终注塑成型产品如何避免气泡的产生?
确保模具配置适当的排气通道并优化注射工艺参数设置,可避免气泡。高密度线路板可能需要分步注塑,以避免元器件的阴影效果。通常会先使用琥珀色透明材料优化注塑工艺,这们任何气泡不良都可以容易的观测到。待工艺优化后再用黑色材料。
10、 低压热熔胶料对哪些基材有良好的附着力?
低压注塑热熔胶料针对大部分基材均具有良好的附着力。包括PVC线材,PCB保护板及线路板上的阻焊覆膜。我们将针对任何具体的基材的粘接测试,确定为您提供最适合该基材的热熔胶料。
11、 该技术可以应用于线束和应变消除上吗?
热熔胶料的粘接性能可以为大部分电线和电缆材料提供良好的密封和应变消除能力。当需要真正的应变消除能力,特别是针对敏感型电缆用应用,比如CAT 6类型接插线和连接器,热熔胶料的表现是十分出色的。
12、 低压注塑成型能防水吗?
在注塑成型件能够正常工作的环境下,通常能达到或超过IP67级防护等级。这意味着产品能够防尘,并保护不受沉浸影响。但不同的热熔材料的防水性能也有所区别。
13、 胶料吸收水分后会发生什么情况?
材料在潮湿的环境中吸收了水分后,当在设备的熔胶缸熔化时会发泡。此种发泡将导致注塑成型发生气泡,外观拙劣不美观,如烧伤的皮肤表面般。
14、 如果胶料已经吸水,我们该怎么办?
如果材料已经受潮,请在使用前进行干燥处理,条件通常是在60到80℃的烘箱中放置2-3小时。0.25%以上的水分含量就可导致材料在熔胶缸中发泡。
15、 通常的胶料收缩率是多少?
收缩率随不同的注塑条件和工艺有所不同,一般可以通过保压时间和压力的设置来有效控制材料的收缩。注塑后24小时后,收缩率小于1%。
16、 热熔胶料的原始着色是什么色?
Polyamide(棸酰胺)琥珀色是其本色,部分材料也有黑色版本。
Polyolefin(聚烯胺)具体着色取决于产品,通常为浅米至深米色。
PUR-hotmelt(聚氨酯)在熔胶缸中熔化时它是透明的,固化后变成白色。
17、 针对聚酰胺,除了黑色和琥珀色,我们能否制作其它颜色?
从技术上讲是可行的,可以将色粉加入聚酰胺中。但我们应该了解有色材料,特别是白色灰色抢等较浅色具有以下负面影响:
当热熔胶有设备的熔胶缸中熔化时会变色,比如白色,在熔胶缸中一定时间后会变得像卡布奇诺一样。不能保证成型有后的颜色符合工业规范。(比如PANTONE色号)。因为热熔胶成型后的颜色不一致,对于浅色,我们必须在热熔胶缸中投入大量的无机填料,因此很多性能受到影响。特别是粘接度将会改变。
18、 材料的粘接度如何?
通常在210℃下热熔胶会具有2000-7000mPa的粘度范围。在充分熔融的状态下它的粘度与室温下的糖浆类似。
19. 通常一个注塑周期的时间需要多久?
注塑成型周期取决于元件的尺寸和材料的壁厚,一般的周期为3-50秒之间,可用于单穴或多穴模具。大零件比如PCB板控制单元可能需要更多的时间。这仍比铸造或灌封树脂的工艺的周期短。后者需烘箱高温固化几个小时。
20、 胶料的注塑成型温度是多少?
一般情况下,产品的成型温度条件也关系到成品的品质外观。我司几种型号胶料的注塑温度一般设置为:6832低压注塑胶料:成型温度170-240
5035低压注塑胶料:成型温度180-240
HM101低压注塑胶料:成型温度180-240
HM105低压注塑胶料:成型温度180-240
HM108低压注塑胶料:成型温度180-240
HM109低压注塑胶料:成型温度170-230
21、 元器件是否会被200℃以上的高温损害?
热熔胶料在上述温度注塑时,根据模具的不同设计,热熔胶到达模具内腔时通常温度范围会在130至180℃之间,因为它在铝制模具中通过流道和灌胶口时温度便会下降。当热熔胶到达元件后,温度还会不断下降,所以不会存在任何显著损害。除非某些热敏元器件。在一般的注塑成型周期完成后,温度已降至足够低,可以不戴手套直接操作模具和取产品。
22、 模具需要加热吗?
传统的工程塑料注塑成型工艺不同,热熔胶低压注塑时是不需要对模具进行加热的,模具通常在室温20-25℃中,重要的一点是:应该始终保持模具的温度稳定,这样便可得到一致的注塑效果。
23、 热熔胶可以被注塑的最低成型压力是多少?
2巴通常是最低的操作压力,若压力更低,则流道和浇口的设计变得非常关键。一般注塑压力为4巴至20巴不等。
24、 如何确保元器件注塑后的密封效果?
选择符合应用要求的热熔胶料是保证元器件有效密封的关键。通常较高温度下材料的粘接度会更低,从而产生对元器件表面上最佳的润湿效果。提高保压压力的设置,可能也有助于确保表面润湿和密封。元器件的设计也至关重要。当热熔胶料将元器件包裹封装,而非简单地注入外壳时,低压产生的密封效果比较好。
25、 热熔胶会否粘附于模具?
不会,多数情况下,就尺寸和材料而言,模具的散热量比元器件要大。
26、 在低压注塑中会产生多少胶料报废?
通常情况下,流道产生的胶料是报废物。对于较小的元器件在模具设计时尽量将流道做细时会有效减小胶料的报废。而低压注塑用的热熔胶料大部分的流道水口是可以重复利用的。
27、 对于制造模具的最好材料是什么?
7075铝非常适合模具的制造,铝材因为其良好的热传导,从而能有效的缩短注塑成型的工艺周期。但铝模具相比比较软,必须小心操作。不可损坏模腔表面。如果被注塑的元器件有钢质或硬玻纤填充的部件,则建议使用钢材制造模具。
28、 模具的一般尺寸是多少?
这取决于机械设备的类型,通常我们红博机械设备的模具尺寸可以做到宽250毫米*深150毫米*高160毫米。
29、 与我们合作时,会否为您提供各项注塑工艺参数?
是的,当我们成为合作伙伴一直参与项目,从机械设备的调试和模具的设计开始,我们公司会负责将项目有关的各项参数提供给客户。由于生产环境和条件的不同,可能在工艺参数上做的一些微调,我们会在现场为您解决,以达到最佳效果。
30、 一般用于生产的模具价格在何范围?试模的价格如何?
我们为客户设计和制造的模具价格一般在3000RMB至上万人民币不等,这要取决于模具的复杂程度。对用于持续生产的模具,价格会根据不同情况而变化,详情应根据具体情况具体讨论。
31、 我们会否为客户提供设备启动培训?
是的,我们会为我们的合作伙伴提供应当的相关培训。
32、 设备的维修具体如何操作?
当然,我们红博机械设备会一直为您提供及时的保修服务,在保修期内的设备我们会免费的为您提供维修保养,对于超过保修期时间久远的老化设备我们为您提供配件服务和翻新养护。
33、 设备的交货期一般是多久?
通常是一个月之内,而非标设备可能会因调试而稍稍延期。大部分的设备我公司会有充裕的库存。
34、 是否有设备出租进行试模和生产?
可以与我公司联系相关方面的事宜。
35、 对设备而言,最重要的保养项目是什么?
和常规的熔胶缸一样,大多数的机器熔胶缸在使用很久之后,如未定期养护,会有烧焦的胶材堆积在胶缸壁上,从面降低传热效果,这可能导致注塑不足成型不完整,和其它各种缺陷。而胶料在熔胶缸中长时间反复的熔烧会使胶料老化成块,可能堵塞设备。
所以对设备的定期养护是不可缺少的,设备较长时间不使用时将温控器的数值调低到120℃以下可以降低胶料的老化。
36、 在熔胶缸中加入新的胶料该如何操作?
热熔胶必须在熔胶缸完全变空之前就要加入新胶料。将胶料装填到熔胶缸容量的60-70%,随着胶料的慢慢消耗,当胶量减少到容量的20-40%时可再次装填热熔胶料。不要让熔胶缸变空,否则胶料会需要更久的时间熔化。
资讯新闻
 全自动脉冲点焊机
全自动脉冲点焊机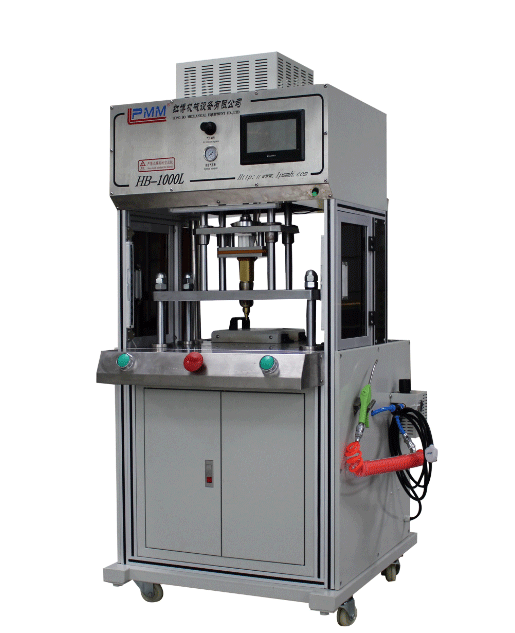 HB-1000L一体式顶式低压注塑机
HB-1000L一体式顶式低压注塑机 25PIN高清插头
25PIN高清插头 低压注塑胶料HM-101
低压注塑胶料HM-101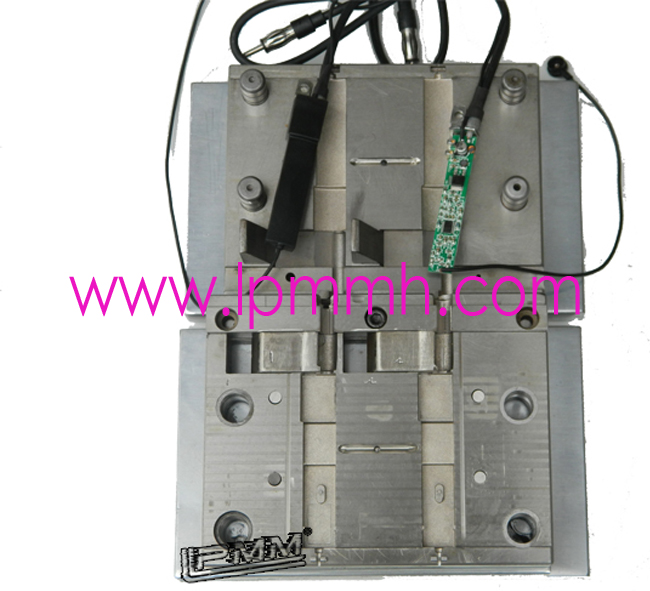 汽车线束模具
汽车线束模具 HB-900A C型定制侧式低压注塑机
HB-900A C型定制侧式低压注塑机 HB-1500转盘式低压注塑机
HB-1500转盘式低压注塑机 HB-2000双工位侧式低压注塑机
HB-2000双工位侧式低压注塑机 HB-1200侧式低压注塑机
HB-1200侧式低压注塑机 HB-1000S侧式低压注塑机
HB-1000S侧式低压注塑机 HB-1000L分体式顶式低压注塑机
HB-1000L分体式顶式低压注塑机 HB-1000侧式低压注塑机
HB-1000侧式低压注塑机 HB-800侧式低压注塑机
HB-800侧式低压注塑机 合作客户
合作客户 汽车电池载具
汽车电池载具 汽车电池载具
汽车电池载具 汽车电池模组聚合物电芯低压注塑
汽车电池模组聚合物电芯低压注塑 汽车电池载具
汽车电池载具 单工位脉冲点焊机
单工位脉冲点焊机 双工位脉冲点焊机
双工位脉冲点焊机