成型机安全操作规范
一、操作前准备
1.检查机台是否有漏水漏油等现象,模具固定螺杆、压板和机台各移动部件上的螺栓是否有松动,加热筒各段电热偶是否接触良好
2.接通电源后检查电源指示是否正常,机台是否漏电,启动油泵检查马达运转方向,有无异常声音,检查紧急停车开关和红外线感应器是否正常。 3.启动电热开关,注意加热筒各段的升温时间是否正常。
二、操作细则
1.装模:手动调节锁模尺,将模具进料口对正射料嘴后锁紧模具固定上下模,调节开关模各段压力、时间和位置,关模动作由慢到快然后低压保护最后到高压锁模,整个开关模动作要流畅,不能发出撞击的声音,遵循慢→快→慢的原则,以免损坏模具,机台部件、线菜。
2.调机:根据成型塑胶的性质设定好加热筒各段的温度和射胶过程中各段的压力、时间、速度和射胶尺行程等参数,成型产品的外观和尺寸符合作业指导书的要求,无缺胶,缩水,花纹(气纹)、气泡、溢胶、杂色、变形、烧焦等不良情形。
3.其他操作步骤、要领及工艺要求请参考产品对应的作业指导书。
三、安全事项
1.成型机必须由经过培训持上岗证人员操作,操作人员应熟悉本机一般性能和结构,掌握设备故障的预防、判断和紧急处理措施。
2.模具、模条及其他配件应配套使用,未经允许不得更换代替使用。
3.发生故障时应立即停机,必要时却断电源。故障排除后方可开机,设备不得带故障超负荷运行。
4.清洁机台时应关闭电源,非专业人员不得打开电源控制箱和维修设备。
四、维护保养
1.每日下班应清洁机台、打防锈油,保持机台周边环境的清洁。
2.每日下班关闭电源和水阀,关闭电源前应先锁模,上下模,密合后关闭油泵再关闭电源。 3.操作人员下班前应依据设备保养维护记录表内容认真检查设备零部件及仪表功能,并如实填写记录表,将异常情况汇报上级。

 推荐产品
推荐产品
 全自动脉冲点焊机
全自动脉冲点焊机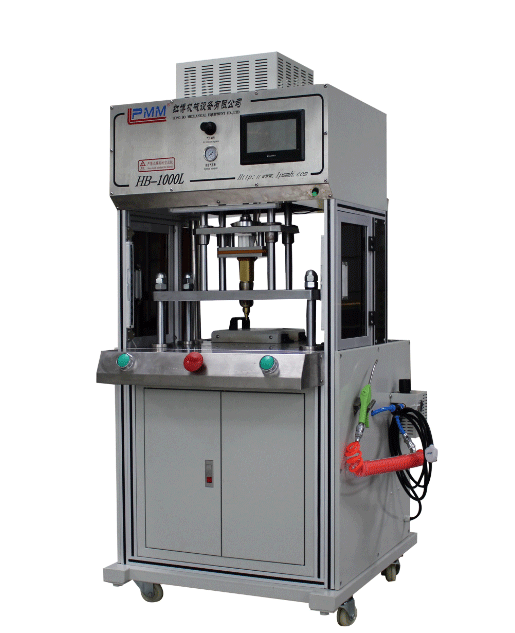 HB-1000L一体式顶式低压注塑机
HB-1000L一体式顶式低压注塑机 25PIN高清插头
25PIN高清插头 低压注塑胶料HM-101
低压注塑胶料HM-101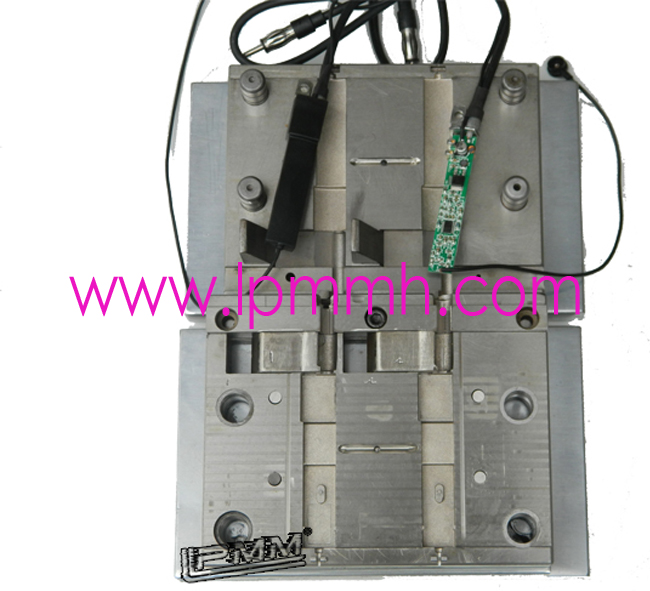 汽车线束模具
汽车线束模具 HB-900A C型定制侧式低压注塑机
HB-900A C型定制侧式低压注塑机 HB-1500转盘式低压注塑机
HB-1500转盘式低压注塑机 HB-2000双工位侧式低压注塑机
HB-2000双工位侧式低压注塑机 HB-1200侧式低压注塑机
HB-1200侧式低压注塑机 HB-1000S侧式低压注塑机
HB-1000S侧式低压注塑机 HB-1000L分体式顶式低压注塑机
HB-1000L分体式顶式低压注塑机 HB-1000侧式低压注塑机
HB-1000侧式低压注塑机 HB-800侧式低压注塑机
HB-800侧式低压注塑机 合作客户
合作客户 汽车电池载具
汽车电池载具 汽车电池载具
汽车电池载具 汽车电池模组聚合物电芯低压注塑
汽车电池模组聚合物电芯低压注塑 汽车电池载具
汽车电池载具 单工位脉冲点焊机
单工位脉冲点焊机 双工位脉冲点焊机
双工位脉冲点焊机