
服务热线: 4006250270
|
|
服务热线: 4006250270
|
 推荐产品
推荐产品
4006250270
东莞市红博机械设备有限公司
联系人:24小时服务电话:13922511557
电话:0769-87980202
电话:4006250270
传真:0769-87986585
邮箱:联系邮箱:HONG.YANG2008@163.com
地址:东莞市塘厦镇大坪上沿路4号
小型精密注塑模具设计原理分析
分析了精度要求较高、形状较复杂、模具设计制造困难的小型精密塑料零件的结构,对塑件成型工艺、成型零件结构、浇注系统等的设计进行了研究和探讨,并采用三维软件实现了设计意图,在实际应用中对小型精密注塑模具的设计具有一定参考价值。
塑料具有密度小、质量轻而强度高刚度大、绝缘性着色性好、成型方便等优点,各种各样、形状颜色各异的塑料制品出现在我们的生产生活中,以塑代钢、以塑代木已成一种趋势。在塑料产品中,小型精密零件占有相当的比例,其外形尺寸较小、形状较复杂、精度要求高、模具设计制造困难,如果模具设计不合理注塑时成品率较低,其模具的设计开发在生产实际中具有重要地位。
1、塑件成型工艺分析:制品尺寸较小,如果低压注塑模具精度要求允许的话应考虑用一模多腔,平衡布置分流道,但不宜超过24 腔,以免降低塑件尺寸精度,影响正常使用。具体的成型工艺随制品形状、尺寸、精度、质量要求而不同,下面以某种塑料零件分配套为例分析小型精密塑料零件的结构特点和成型工艺。
低压注塑机
分配套的外形尺寸为32×20mm,材料为ABS,内部有43个1.8mm 的小孔,孔距为3.5mm,外侧与其他零件相配合应密贴光滑,要求较高。生产批量大,公差按GB/T14486-1993 标准MT3 级执行,塑件外观表面要求平整光洁,表面粗糙度要求高,无收缩痕迹,无杂色,无收缩凹陷。要保证小型精密塑料制品的精度,应从制品结构、原料质量、模具设计、制造精度和成型工艺等多方面采取措施。在模具设计时结构设计要合理,同时型腔数量不宜多,最好不超过四型,模具的强度和刚性要足够,浇注系统和排气系统要良好,模具零部件本身的制造精度要高,还要想方设法提高模具的装配精度。
根据塑件尺寸和结构形状,确定模具用二板模结构。为提高生产率,降低成本,适合大批量小型件的生产需要,采用一模多腔的型式,要保证塑件的尺寸精度,型腔数不宜过多,故做成一模四腔。成型工艺参数为:收缩率为0.5%,料筒温度240 ~280°C,模具温度50 ~ 80°C,成型温度160 ~ 190°C,注射压力60 ~ 100MPa,注射时间3 ~ 5s,保压时间15~30s,冷却时间15 ~ 30s,成型周期约35~65s。
在选择注塑机规格时,首先要考虑到生产模具的状况,因为同一台注塑机往往要满足大小不同的多副模具生产,应根据制件重量、模具尺寸等来确定注塑机规格,即注塑机最大锁模力和最大注射量,然後根据注塑机厂商所提供的规格型号选择合适的机型。大部分厂商都提供客制化服务,这给选购注塑机提供了极大的方便;其次要考虑是否需要一些特殊配置,如生产PA、PC等材料时需选用专用螺杆,成型带有进抽芯或脱螺纹的模具时需配备相应的装置;再次,要根据模具结构、产品质量等方面的因素来确定是否需要选用一些具有特殊功能的注塑机,如成型薄壁长流动制品(一般指L/D??300)时,需选用高注射速度注塑机,精密电子配件需选用精密全闭环控制注塑机等。
『除非注明,内容皆由东莞红博整理,转载请注明链接和出处』
资讯新闻
 全自动脉冲点焊机
全自动脉冲点焊机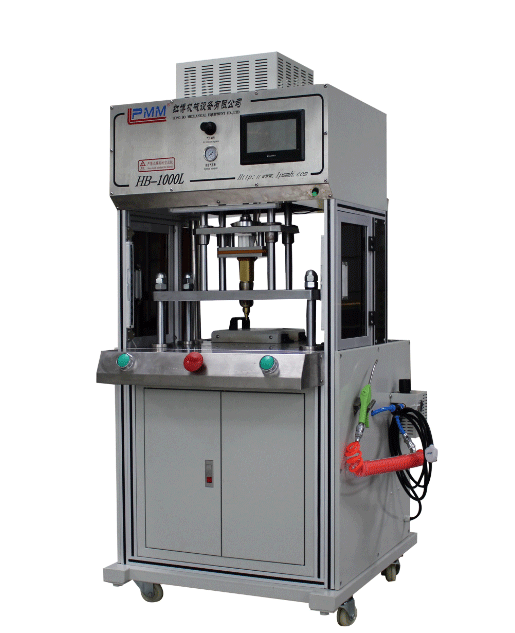 HB-1000L一体式顶式低压注塑机
HB-1000L一体式顶式低压注塑机 25PIN高清插头
25PIN高清插头 低压注塑胶料HM-101
低压注塑胶料HM-101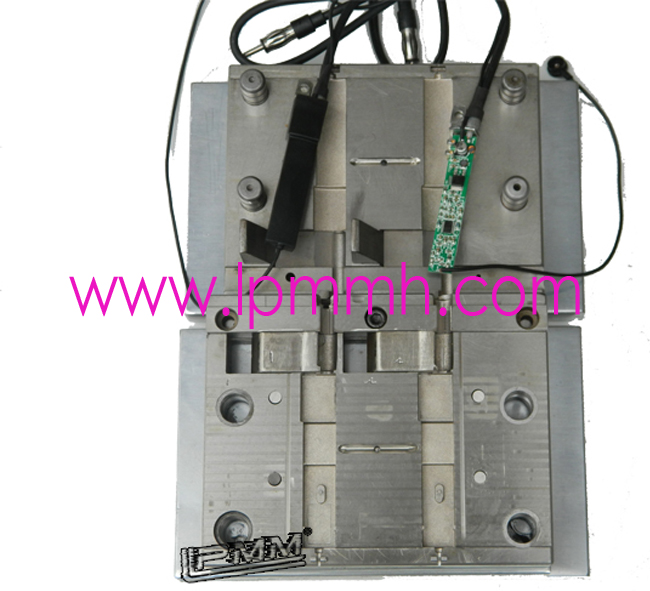 汽车线束模具
汽车线束模具 HB-900A C型定制侧式低压注塑机
HB-900A C型定制侧式低压注塑机 HB-1500转盘式低压注塑机
HB-1500转盘式低压注塑机 HB-2000双工位侧式低压注塑机
HB-2000双工位侧式低压注塑机 HB-1200侧式低压注塑机
HB-1200侧式低压注塑机 HB-1000S侧式低压注塑机
HB-1000S侧式低压注塑机 HB-1000L分体式顶式低压注塑机
HB-1000L分体式顶式低压注塑机 HB-1000侧式低压注塑机
HB-1000侧式低压注塑机 HB-800侧式低压注塑机
HB-800侧式低压注塑机 合作客户
合作客户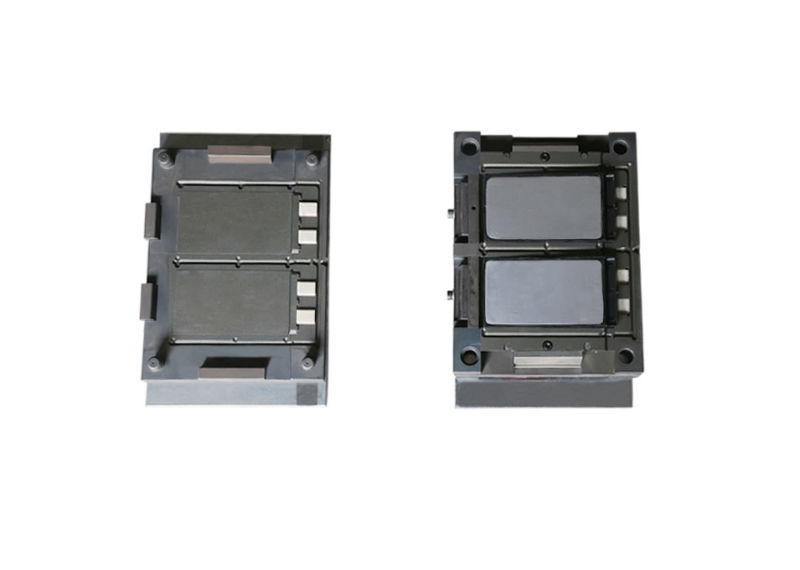 汽车电池载具
汽车电池载具 汽车电池载具
汽车电池载具 汽车电池模组聚合物电芯低压注塑
汽车电池模组聚合物电芯低压注塑 汽车电池载具
汽车电池载具 单工位脉冲点焊机
单工位脉冲点焊机 双工位脉冲点焊机
双工位脉冲点焊机