
服务热线: 4006250270
|
|
服务热线: 4006250270
|
 推荐产品
推荐产品
4006250270
东莞市红博机械设备有限公司
联系人:24小时服务电话:13922511557
电话:0769-87980202
电话:4006250270
传真:0769-87986585
邮箱:联系邮箱:HONG.YANG2008@163.com
地址:东莞市塘厦镇大坪上沿路4号
表面处理决定了粘结强度。对于高强度的结构粘结,表面的氧化膜,油渍,灰尘,霉菌,脱模剂和所有的其他污染物必须被完全清除。表面处理的好坏直接决定了粘结强度和耐环境老化的程度。
有三种清除污染物的方法:化学清洗,打磨,脱脂
• 化学清洗:是处理金属的一个普遍的方法。包括蚀刻的表面形成具有高粘结性的氧化层,或是涂敷有机涂层。化学清洗提供了最佳的粘结表面。
• 打磨:包括喷砂法,蒸汽打磨使用研磨剂或“Scotch-Brite”清洁材料。喷砂法仅适用于足够厚的材料(不然喷砂时会扭曲变形)。蒸汽打磨法对金属的厚度要求不是很严格。
• 脱脂:当粘结强度要求高或用在户外对耐候性要求严格时,可用脱脂进行表面处理。表面用热碱溶剂或溶剂蒸汽清洁,但表面不能有锈,涂料和磨细的微粒。热碱溶剂时去除残余污染物最有效的方法。
推荐的表面处理程序
有3个步骤对于清洁任何材料都是必需的:
1) 脱脂;
2) 化学腐蚀或机械打磨;
3) 脱脂
对于珍贵的金属或珠宝,脱脂一般可以完全达到要求。但是银比较例外,用中等数目的金刚砂纸会使银失去光泽,建议使用三氯乙烯蒸汽相位脱脂剂。大多数塑料制品表面会有脱模剂或蜡,粘结前需要用丙酮或丁酮溶剂清除,再进行打磨,轻轻的用中等数目的金刚砂纸打磨。预处理好的零件应尽快的粘结,如果粘结必须推迟,建议零件用薄纸覆盖并放置于无污染的干燥处。
以下是建议的化学处理方法(仅适用于工业粘结):
铝,铝衣合金或24ST 硅树脂钢
铸铁 不锈钢
混凝土(波兰特水泥类型) 铁氟龙
红铜及其合金 酚醛树脂,聚酯,聚氨酯
己二烯酞酸盐(酯) 树脂
镀锌的金属 橡胶
玻璃 锡
铅 钛
皮革制品 木材
镁及其合金
铝,铝衣合金或24ST
1) 用溶剂脱脂之后干燥
2) 浸泡在65 - 70摄氏度的铬酸溶液中5-10分钟
盐酸溶液的制备:
10份(重量比)重铬酸钠
30份(重量比)98%的硫酸
100份(重量比)蒸馏水
先把重铬酸钠溶解在大部分水中,再慢慢加入浓硫酸,边加边搅拌,最后加入剩余的少部分水。
3) 用流动的水彻底冲洗金属后干燥完全。
4) 表面处理结果理想,应立即进行粘结。
铸铁
脱脂,金刚砂纸打磨,再次脱脂。
混凝土(勃兰特水泥类型)
1) 混凝土的沾有油渍或油脂必须首先用烈性溶剂如氢氧化铵进行擦洗,之后用水彻底冲洗。
2) 混凝土在被粘结之前,应该进行表面处理。以下方法可供选择:
(a) 在离被粘面1/16”处喷砂,用真空吸尘器清楚灰尘。若表面有被腐蚀变质的地方,应先打磨或去除此表面在进行除尘。
(b) 通过机械擦除的方法去除灰尘。
(c) 用15%的盐酸溶液进行化学腐蚀(用钢刷操作)直到没有气泡产生。再用高压水管进行冲 洗。用润湿的石蕊试纸检测,表面若成酸性,用1%的铵溶液漂洗,最后使表面完全干燥。
铜及其合金(黄铜)
混酸的配置:
430份(体积比)的硫酸
72份(体积比)的硝酸
490份(体积比)的水
步骤:在上述溶液中浸泡15秒,水管漂洗5秒(25度的水)。浸泡在15%(体积百分比)盐酸溶液中,水管漂洗2分钟。(25度)。
下面的溶液可能会用到:
8.0(重量比)的氯化铁溶液
16.3(重量比)的硝酸
75.5(重量比)的水
室温下浸泡在上述溶液中1-2分钟,用水充分漂洗再用60-65度的空气干燥。
己二烯酞酸盐(脂)
用抹布攒丙酮或丁酮溶液擦洗表面脱脂,再用中等目数的金刚砂纸打磨。再次用丙酮或丁酮溶液擦洗脱脂。
镀锌的金属
脱脂后,用中等目数的金刚砂纸打磨,再次脱脂或使用下面所列溶液化学腐蚀。
溶液:20份(重量比)的浓盐酸
80份(重量比)的蒸馏水
步骤:
1 脱脂
2 室温下浸泡金属在已配置好的盐酸溶液中2-4分钟
3 用冷的蒸馏水会去离子水漂洗
4 在60-70度的烘箱内干燥20-30分钟
5 尽快的用粘合剂进行粘结
玻璃
一般的粘结应用,只进行表面脱脂就足够了。若要求最佳的粘结强度,玻璃表面需用细砂纸进行打磨直到表面“结霜”
铅
脱脂,用中等目数的金刚砂纸打磨,再次脱脂。
皮革制品
抹布用丙酮或丁酮溶液润湿脱脂,再打磨,再脱脂
镁及其合金
1 用稳定的三氯乙烯蒸汽脱脂
2 浸泡在76-87度的10%氢氧化钠中10分钟。
3 冷水喷洗5分钟。
4 室温下浸泡在由1.5磅铬酸和0.25磅硝酸钠和1加仑水组成的溶液中8分钟
5 漂洗约3分钟
6 室温下浸泡在氢氟酸溶液中5分钟
7 漂洗半分钟到一分钟
8 71到98度的热空气烘10分钟
9 立即进行粘结或用锌的底涂剂进行保护。
不锈钢
1 脱脂
2 在65-68度的下述溶液钟腐蚀10分钟
溶液:90份(重量比)水
37份(重量比)硫酸
0.2份(重量比)Nacconol系列表面活性剂。
3 水管或蒸馏水漂洗
4 室温下浸泡在下述溶液钟10分钟。
溶液:88份(重量比)水
15份(重量比)浓硝酸
2份(重量比)氢氟酸。
5 蒸馏水漂洗,95度的烘箱内烘干
铁氟龙
进行化学腐蚀的溶液的制备和所用材料有危险性,建议从以下所列的公司购买:
W.L Gore Associate, Newark Delaware-(Tetraetch)
Acton Associate, Newark New Jersey-(Fluoroetch)
Joclin Manufacturing Co. Wallingford, Conn.-(Fluorobond)
酚醛树脂,聚酯,聚氨酯
抹布用丙酮或丁酮溶液润湿脱脂,再打磨,再脱脂
橡胶
若需要最大的粘结强度,建议使用化学腐蚀的方法。使用下面的环化技术就可以得到满意的粘结表面。把橡胶浸泡在浓硫酸中,天然橡胶浸泡5-10分钟,合成橡胶浸泡10-15分钟。许多橡胶都有耐酸性,因此需要较长的环化时间,直到当橡胶弯曲时有细小的裂缝。也可以用告状的浓硫酸浸泡,膏状时因浓硫酸里面加入了重晶石,得到均匀的不流动的膏状浓硫酸。浸泡好的橡胶用水冲洗后干燥。有时可能需要用稀释的碱性溶液中和残余的酸,如果有酸性物质残余,机会消耗部分固化剂,虚弱粘结强度。此时的表面可用于粘结了。
锡
脱脂,用中等目数的金刚砂纸打磨,再次脱脂。
钛
一般来说,对于金属钛用酸腐蚀就可以得到最有效的粘结表面。用15%的硫酸溶液使钛被阳离子化或用热的硫酸。接着用烷基磺酸钠的洗涤剂清洗。在钛的表面事先镀铝或镀镍也可以得到好的粘结表面。
木材
用打磨器,斧头,刨子清除表面的油渍,腐烂处等其他污染物。应确保木材是干燥的。再用砂纸打磨光滑
资讯新闻
 全自动脉冲点焊机
全自动脉冲点焊机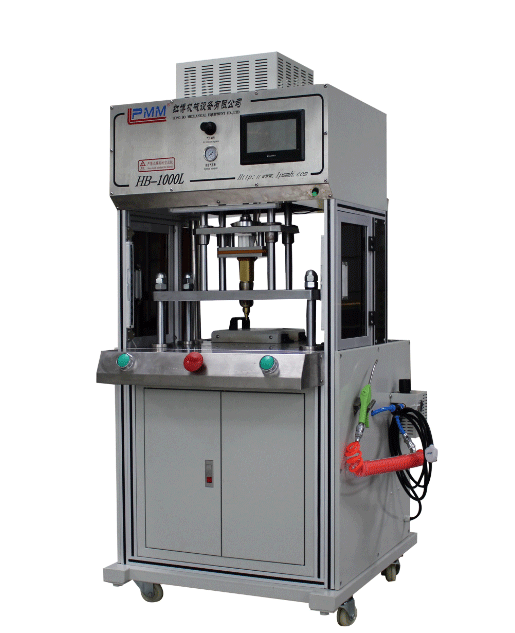 HB-1000L一体式顶式低压注塑机
HB-1000L一体式顶式低压注塑机 25PIN高清插头
25PIN高清插头 低压注塑胶料HM-101
低压注塑胶料HM-101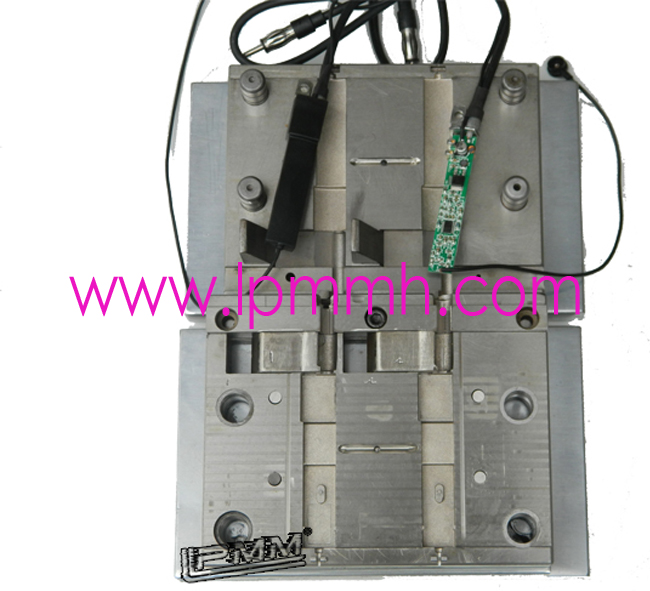 汽车线束模具
汽车线束模具 HB-900A C型定制侧式低压注塑机
HB-900A C型定制侧式低压注塑机 HB-1500转盘式低压注塑机
HB-1500转盘式低压注塑机 HB-2000双工位侧式低压注塑机
HB-2000双工位侧式低压注塑机 HB-1200侧式低压注塑机
HB-1200侧式低压注塑机 HB-1000S侧式低压注塑机
HB-1000S侧式低压注塑机 HB-1000L分体式顶式低压注塑机
HB-1000L分体式顶式低压注塑机 HB-1000侧式低压注塑机
HB-1000侧式低压注塑机 HB-800侧式低压注塑机
HB-800侧式低压注塑机 合作客户
合作客户 汽车电池载具
汽车电池载具 汽车电池载具
汽车电池载具 汽车电池模组聚合物电芯低压注塑
汽车电池模组聚合物电芯低压注塑 汽车电池载具
汽车电池载具 单工位脉冲点焊机
单工位脉冲点焊机 双工位脉冲点焊机
双工位脉冲点焊机